The Latest Tech Trends Affecting High Speed Spindle Design

Time to Read: 7m 19s
High speed spindles have been used in manufacturing for well over 30 years. Most major machine tool builders offer, as a standard, machines with high-speed spindles. There are even some builders that specialize in only very high-speed machines. Although high speed cutting is not the best solution for every application, the technology, when properly applied, has proven itself to be a game changer when trying to reduce costs and improve quality.
However, in our ever-changing technical world, new technology emerges daily. We are constantly trying to increase speed, feeds, and production. New and better cutting material technology allows us to push our tooling to new limits. In turn, it would seem reasonable that there must also be new technologies that would positively affect our spindle designs and performance. What are some of those emerging technologies and how can they make our machine tool spindles better?
New High Speed Spindle Bearing Technologies
The spindle bearings are one of the most, if not the most, critical components in all rotating spindles. Without properly functioning bearings, no chips are made. Anything we can do to improve bearing performance & extend life will improve our shop efficiency. What are the hottest cutting-edge bearing technologies available today?
Nearly all high-speed metal cutting spindle designs today use high-precision, angular-contact ball bearings. This design is the most common in use today. We expect to be able to run at high RPM for a reasonable amount of time until the bearings fail. The critical question is how do we increase bearing life? Bearing life is related to several factors, including bearing race precision, lubrication method, and bearing design.
 Over the last 20 years we have evolved from using steel balls to ceramic balls. The main benefit of ceramic balls is the significant reduction of rotating ball mass limitations when compared to steel balls of the same size. This reduction, now available at reasonable costs, allows higher RPM, extends bearing life, and does not require any spindle design changes. This is referred to as a Hybrid Ceramic Bearing.
Over the last 20 years we have evolved from using steel balls to ceramic balls. The main benefit of ceramic balls is the significant reduction of rotating ball mass limitations when compared to steel balls of the same size. This reduction, now available at reasonable costs, allows higher RPM, extends bearing life, and does not require any spindle design changes. This is referred to as a Hybrid Ceramic Bearing.
In addition, higher precision requirements (tighter tolerances) in the overall manufacturing process of the ball bearings have resulted in longer life and higher speeds.
One basic bearing specification is known as the Dm value. A related specification is the Dm L10 value, which is derived from the bearing mean diameter x max speed and is used when calculating the useful life of a bearing at a given speed and load. In the past, an average Dm L10 value of 1.2 million for a high-speed spindle bearing was considered quite high. Today, due to improvements in bearing design, Dm L10 values of 1.6 million, and higher, are becoming available at reasonable prices. This results in a spindle that can run faster and longer; this trend will continue.
In addition, bearing lubrication also affects bearing speed, life, and performance. Simple, permanent grease solutions are often used and provide satisfactory results. However, for higher speeds, an oil-air micro-mist lubrication method is required. In more advanced spindle designs, the oil-air is delivered to each bearing individually in exacting amounts. By optimizing the oil volume in the bearing, you minimize the heat buildup and extend bearing life.

What about other bearing technologies like Air Bearings or Magnetic Bearings? Good questions.
Air bearings have been in use for more than 75 years, almost exclusively used for ID/OD grinding and light drilling applications. The main benefit being high precision, long life, and minimum run-out.



The bearing itself is created by a pressurized air gap between the rotating shaft and the fixed housing. A pressurized flow of air provides force (F=PA) to hold the shaft in the exact center of rotation. The shaft will always rotate about the center of mass, so any small inaccuracies in the shaft will be negated when the grinding wheel is dressed. This works very well for small, predictable, light loading like small diameter ID/OD finish grinding or small diameter drilling (think PCB).
However, air bearings are not robust. If crashed, the bearing surfaces are easily damaged beyond repair. That means expensive spindle repair costs and machine down time. Air bearings have very limited axial and radial load capacities. Air compresses under load. Too low for aggressive milling. If you exceed those limits, and cause the shaft to contact the housing, you have just created a crash. Back to expensive repairs!
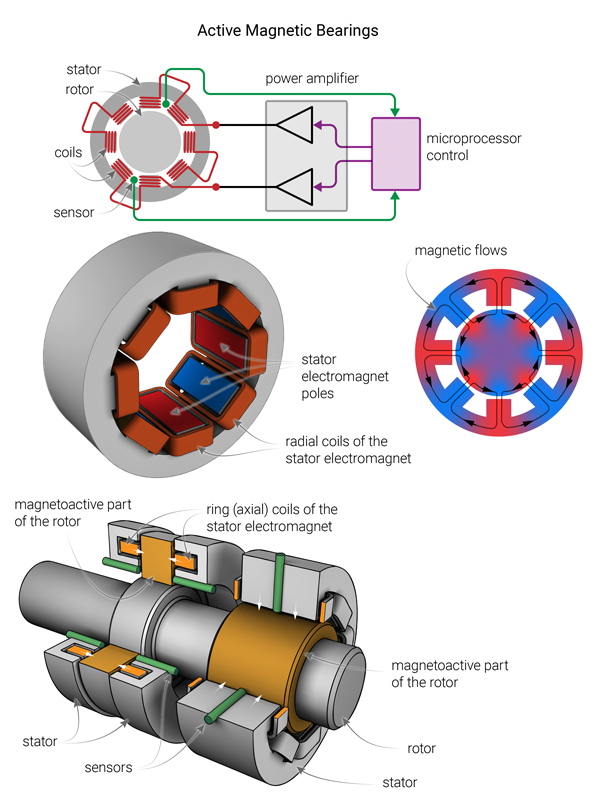
Another bearing technology that sounds very promising is active magnetic bearings. AMB technology uses powered bearing coils to “suspend” the rotor shaft in mid-air. No bearing loads, no bearing heat and unlimited bearing life, right? No bearing replacement costs! Sounds perfect; sign me up!

Next, very accurate proximity sensors are installed in various spots to tell the control system where the shaft is positioned in space. These super-accurate sensors must be able to measure air gaps (between the spindle shaft and bearing housing) of microns. That type of sensor is very hard to find, and they are not cheap.
In theory, this really provides the optimum solution. Since we are rotating the shaft in free air, there is no mechanical bearing wear. This would result in unlimited spindle life. And, since we have super accurate position feedback for the spindle shaft in the X, Y and Z axis, accuracy should be unmatched. Sounds like a perfect solution. Why, then, is this technology not widely used in manufacturing today?
All technology comes at a price. Active magnetic bearing spindles have been built and applied for metal cutting. And, they have performed very well in certain applications. However, they have not been widely accepted yet due to several reasons:
- High Cost – The construction of the spindle itself is much more expensive than a conventional, ball bearing spindle. The cost for bearing coils, amplifiers, position sensors and signal processors far exceeds traditional mechanical construction costs.
- Application Software – Controlling spindle bearings and rotor position requires very robust control algorithms, particularly when considering the complex nature of metal cutting. The system must be very responsive to constantly changing loads and directions, both static and dynamic. This requires extensive system and software development investment, testing, and time.
- Speed, Speed and More Speed – As forementioned, robust system control relies upon the fastest signal processing available. As processing ability improves to unheard of levels, active magnetic bearing systems will become more cost effective and viable.
 Are there any applications that successfully use active magnetic bearings today? Yes, the most successful application of AMB systems today is for applications that are more predictable and cost effective when compared to a typical machine tool. These applications include turbo machinery, vacuum pumps, gas turbines, large test stands, and very large motor applications. The use of AMB is not always used to achieve ultra-high RPM. Many applications use AMB to eliminate expensive bearing repairs on complex, low speed motor systems.
Are there any applications that successfully use active magnetic bearings today? Yes, the most successful application of AMB systems today is for applications that are more predictable and cost effective when compared to a typical machine tool. These applications include turbo machinery, vacuum pumps, gas turbines, large test stands, and very large motor applications. The use of AMB is not always used to achieve ultra-high RPM. Many applications use AMB to eliminate expensive bearing repairs on complex, low speed motor systems.
However, there are some spindle builders that truly believe in AMB and offer products today. The most common application is for drilling. It is very common to see AMB and air bearing systems used for very high RPM printed circuit board drilling (CBD) machines. Light drilling loads can be much more easily predicted and workable for the AMB systems.
However, it is also possible to do some very interesting things with an AMB system that is impossible to do with a standard mechanical spindle. How about position modifications of the shaft as it rotates? Or off-center bore grinding? You can’t offset a mechanical bearing center, but you can with an electric one!
How about offsetting the rear of the shaft to eliminate part inaccuracy due to normal tool deflection? It should be possible to write some code to move the rear bearing center a little, right? That sounds cool and fun.
Next Technology Update Chapters to Follow:
- Motor Technology
- Tool Holding Technology
- Sensor & Monitoring Technology